日本焦炉用耐火材料
赵 瑞 ( 中钢集团洛阳耐火材料研究院有限公司,洛阳 471039)
摘 要: 介绍了日本焦炉的发展现状、焦炉诊断及修补技术、焦炉用耐火材料和干熄焦系统用耐火材料,对日本焦炉和干熄焦系统常用的各种耐火材料性能以及使用情况进行了详细论述。
关键词: 日本; 焦炉; 耐火材料; 硅砖; 干熄焦

1 日本的焦炉发展现状
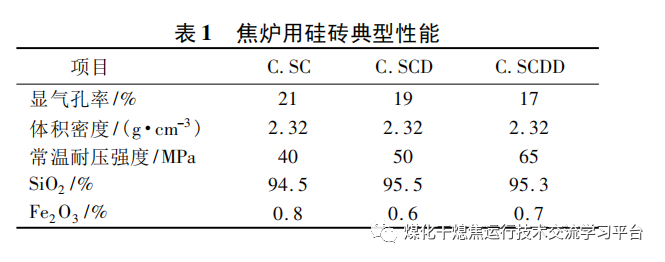
日本是仅次于我国的世界第二大焦炭生产国,焦化行业整体装备水平世界领先。日本第一座现代焦炉建于 1894 年,多数建于上世纪六七十年代,自1979 年后的 20 多年时间里,日本基本未新建焦炉,焦炉的平均炉龄较长。日本焦炉炭化室高度一般在5 ~ 7m 之间,6m 及 6. 5m 顶装焦炉为主流炼焦装备。焦化厂一般配备干熄焦和煤调湿装置,生产自动化水平很高。建于上世纪六七十年代的焦炉,当时预计的使用寿命约 25 ~ 30 年,然而,由于开发出诊断和修补技术,许多焦炉的使用寿命已经超过 40 年,还在使用中[1]。① 肉眼观察。每天出焦后,观察炭化室,并不间断地监测推焦电流。炭化室表面粗糙度增加,导致推焦电流急剧增大,因此,通过监测推焦电流,可研究炭化室的耐火材料损毁程度。② 用精密仪器观察炭化室和燃烧室肉眼无法观察的区域。日本开发及使用的精密仪器有许多,如在水冷系统绝缘电缆中安装小型照相机,可以从炉顶( 或炉头) 插入燃烧/炭化室室内,直接观察砖的龟裂情况; 将光学三角测距仪通过装煤孔插入,测量炭化室内的宽度; 基于图像数据抓捕技术的诊断系统( 内嵌有诊断相机) 。另外还开发使用了激光测距仪、除锈设备和热喷补设备等[1]。① 面积最小的修补。一般采用热喷补,修补部分砖缝的开裂或砖变薄的区域。该方法将熔融的耐火细颗粒喷补到墙的热面,接着固化、沉积。热喷补工艺有三种类型: i) 火焰喷射,颗粒在氧气和丙烷形成的火焰中熔化; ii) 铝热剂法,使用氧气作为载体,将耐火材料颗粒和金属铝粉混合物喷射到修补面; iii) 使用氧气和丙烷将耐火材料颗粒和金属粉的混合物喷射到修补面。耐火材料颗粒主要成分是二氧化硅。热喷补层损毁的主要原因是热循环引起修补层的剥落,主要是砖与喷补层的热膨胀系数不同引起的。因此,热喷补层与硅砖的热膨胀系数一致,是提高热喷补层使用寿命的主要因素之一,此外热喷补层还要具有良好的粘附性。另外,等离子法或冷法喷涂不需要熔化耐火材料颗粒。 ② 较大面积的修补。采用换砖修补,即拆掉旧砖随后换上新砖,在不同情况下应用如下: 距离炉头2 ~ 3m 的区域采用小尺寸修补; 较大面积的修补用于整个炉墙的修补。日本换砖修补一般采用人工方法,而欧美使用重型机械安装大砖( 模块砖法) 。换砖修补需要快速加热,因而,修补用硅砖需要具有高抗热震性。另外,还要保持未换硅砖的温度不降低。③ 大面积修补。随着焦炉损毁的加剧,炉内不能修补的部位增加,换砖法已经不能满足要求,需要大面积修补,也叫重砌法。使用该方法焦炉内所有部件都要更换,但是地基以及辅助设备可进行再利用,因而比新建便宜。此外,还有各种不同的修补技术: 移除燃烧嘴附近的燃烧物,拆除-重建蓄热室作为降低炉头的温度对策; 根据炭化室和燃烧室之间受到的压力不同,用漂浮的耐火材料颗粒填充裂纹( 粉尘修补法) ;CVD 修补技术等。焦炉用耐火材料主要是硅砖,用于砌筑炭化室及燃烧室的侧墙,硅砖之间的缝隙用硅火泥填充,炉门采用预制大砖,炉顶用不定形耐火材料和预制砖等。另外,为了修补,开发出了适合不同修补技术的定型耐火材料( 热修补用硅砖) 及不定形耐火材料,如浇注料、预制砖、喷补料、抛射材料等。硅砖包括建筑和翻修用硅砖以及热修补用硅砖。煤炭化所需的热从燃烧室通过炉墙热传导到炭化室,因此炉墙用硅砖需要高热导率。另外,为了承受炭化期间煤膨胀产生的压力以及由于装煤和出焦引起的磨损和剥落,需要硅砖坚固耐磨。一般通过降低气孔率来提高硅砖的性能。以前日本国内的硅砖主要采用赤白硅石( SiO2 97. 0% 、Al2 O3 0. 5% 以 及 Fe2O3 2. 0% ) 作为主要原料进行制备。为了适应焦炉炉容不断扩大、炼焦时间不断缩短的要求,硅砖的性能也在不断改进,接连开发出高致密硅砖和超致密硅砖,有报道称有的硅砖已使用了 40 多年[2]。目前日本焦炉用硅砖主要从中国进口。表 1 列出了硅砖的典型性能[3]。其中 C. SC 是标准硅砖,广泛用于焦炉; C. SCD 为高致密硅砖,具有热导率高、气孔率低等特点,是焦炉炉墙的重要产品。C. SCDD是具有最低气孔率的超致密硅砖。
3. 1. 2 热修补用硅砖( HRS)
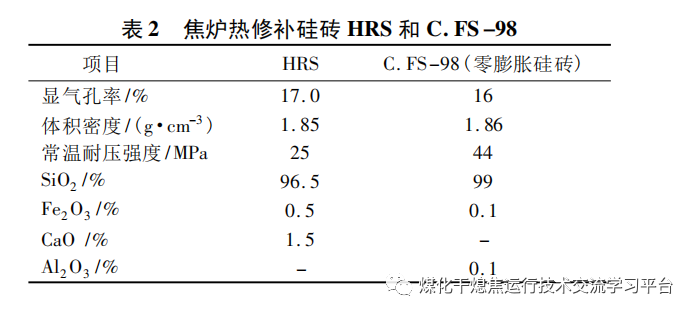
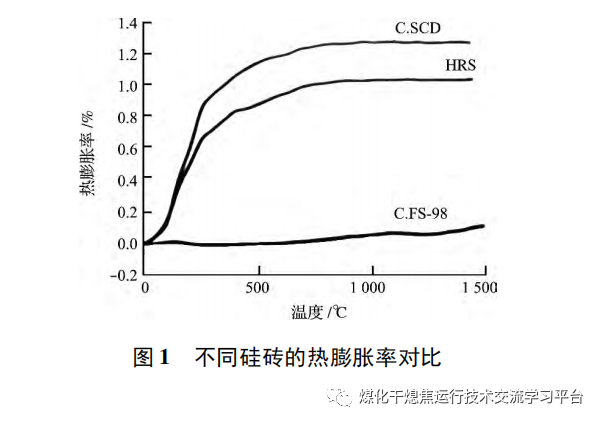
严重损毁的炭化室要进行换砖修补,修补时间较短,要求硅砖具有高抗热震性,普通硅砖不能满足要求。为此,日本某公司通过降低常规硅砖的热膨胀系数开发出热修补硅砖( HRS) ,具有优异的抗热震性,适合快速加热制度。HRS 在许多焦炉修补应用上取得了成功。表 2 为 HRS 典型性能[3]。HRS改变了传统硅砖的矿物组成和物理性能,在热修补时没有 断 裂 也 没 有 裂 纹,需要的加热时间最短( 2 天) ,而且 HRS 修补的炉墙具有长期稳定性。另外,品川公司还开发一种热修补用硅砖C. FS -98,该硅砖热膨胀率极低,因此也称零膨胀硅砖,其理化性能列于表 2。图 1 示出了 C. SCD、HRS和 C. FS -98 不同类型硅砖的热膨胀曲线。
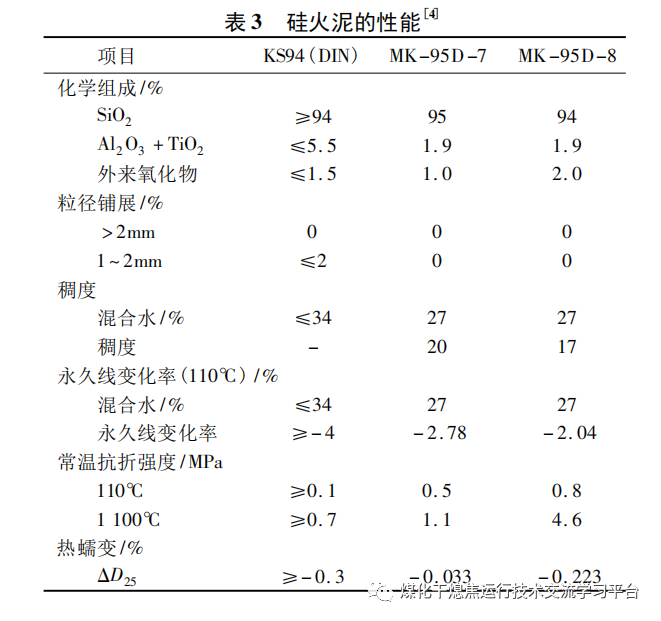
砌筑高可靠性的焦炉炉墙,硅火泥是重要的材料。如果火泥干收缩过大,易造成硅砖之间产生裂缝,火泥体积收缩不足,高温时挤压炉墙砖。日本某公司生产的两种硅火泥: MK -95D -7( 满足德国标准 DIN) 以及 MK - 95D - 8 ( 热修补用) ,根据 DIN1089 第三部分和 JIS 研究其性能,结果列于表 3。MK -95D -7 具有很好的平滑度和可扩展性,如果硅火泥可扩展性差,会增加砌砖工的负荷,降低劳动效率。MK -95D -7 和 MK -95D -8 的高温蠕变性均与硅砖一致,可防止气体由于炉墙结构恶化而逸出。MK -95D -8 热膨胀率低,主要原因为用低膨胀的二氧化硅作原料,适合快速加热制度,如热修补。
煤的炭化时间通常需要 20 ~ 24h。炭化时,炭化室的两端炉门( 通过采用预制砖安装) 关闭; 当炭化完成后,打开炉门出焦。因此在实际操作过程中,焦炉炉门衬砖要承受比较苛刻的条件: 一个工作日内温度在 1 000℃与环境温度之间波动,另外还要承受推焦时焦炭的磨损,以及灰分、熔渣、水分和酸性气体的侵蚀、碳素沉积。这就要求焦炉炉门衬砖有好的抗热震性能、高温体积稳定性、耐磨性及抗结碳的性能。为此,日本某公司开发出的高抗热震性和高强度的浇注料 CST -N48,适用于制备炉门预制砖,另外,CST -N418 热导率低,与 CST -N48 相比,热导率大 约 下 降 了 10% ,主要原因是气孔率增加。CST - N48 和 CST -N418 浇注料的典型性能指标列于 表 4[4]。
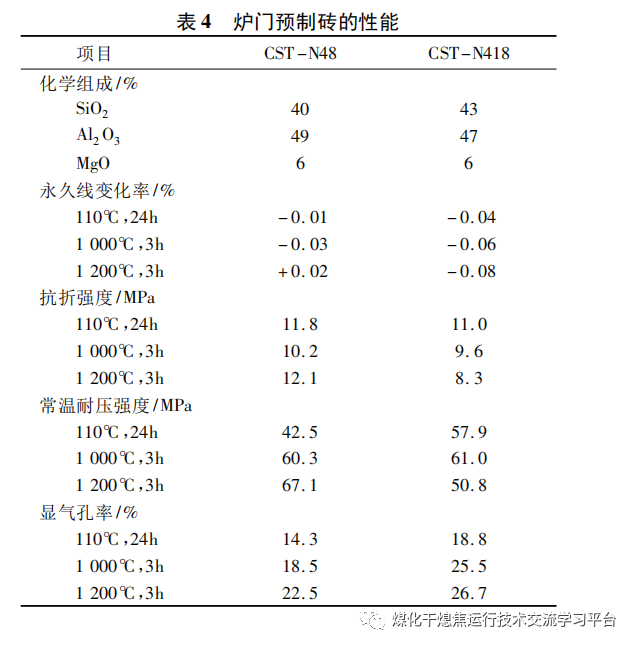
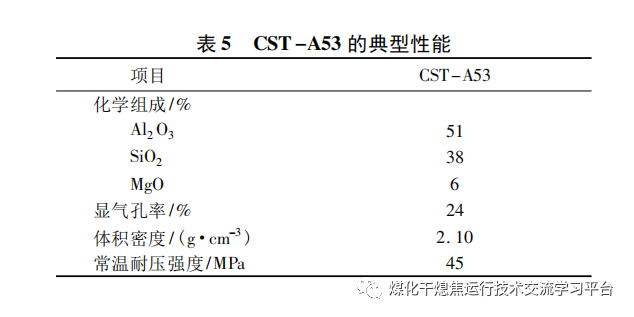
在炭化过程中产生焦油,通过搜集、浓缩,可用作化工原料,但是一旦从炭化室泄漏,将污染环境。出焦期间,用炉门清扫机构自动清扫炉门上粘附的焦油。如果炉门上的焦油粘附严重,就需要人工清除。由于焦油清除劳动强度大,因此,使用不易粘附焦油的炉门,或者即使粘附上焦油也很容易清除,可降低对炉门维护的劳动负荷。而且,随着装煤、炭化、出焦的周期性循环,炉门经常遭受热震,因 此,炉门必须具有高抗热震性,才能获得长寿命,减少换砖频率。日本某公司通过调整优化釉层的组成和严格控制耐火砖的制备过程开发出高抗热震性的含釉涂层的烧成耐火砖 CST - A53,其表面极其光滑,极易去除表面焦油,此外,釉层与基础耐火砖的热膨胀一致,不易剥落。CST -A53 典型性能列于表5[5]。CST -A53 的热膨胀率很小,导致其抗热震性较高,在焦炉上使用 12 年后仅观察到微小的裂纹,仍保持着坚固的结构,还能继续使用[5]。日本夏天湿热,炉顶耐火材料需要具有高稳定性。而且,目前焦炉炭化时间缩短,增大了耐火材料损毁的可能性,因此,需要耐用性好的材料并可进行适当的修补。为了适应焦炉操作环境的变化以及提高焦炉寿命,日本耐火材料企业不断开发和改进焦炉炉顶用不定形耐火材料和预制砖。
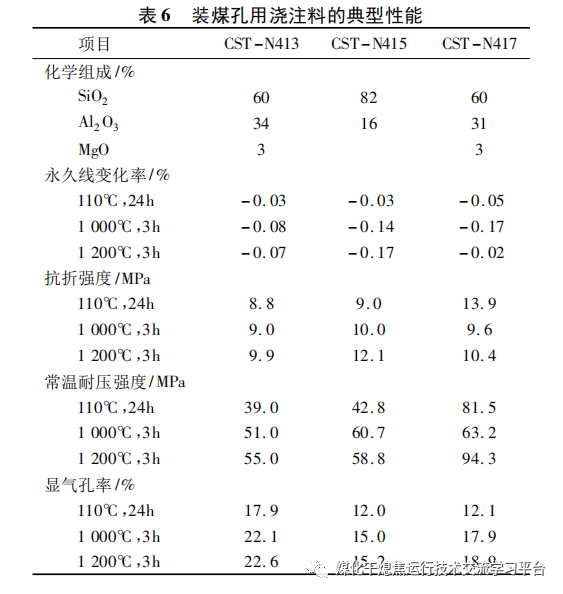
由于装煤孔座砖和装煤孔盖的温度变化大,特别是装煤孔周围由于辐射和对流导致的局部快速加热,使得装煤孔座砖容易开裂,因此装煤孔座砖和装煤孔盖 预 制 砖 需 要 具 有 低 膨 胀 和 高 抗 热 震 性。表 6[4]列出了装煤孔用浇注料的典型性能。CST -N413 和 CST -N415 具有优异的抗热震性,适合遭受热震严重的座砖。CST -N417 优化了结合系统,具有高强度且抗热震性优异。
考虑到焦炉炉顶的操作温度,焦炉上升管底座一般使用由最高使用温度为 1 400℃ 的浇注料制成的预制砖。然而,偶尔操作的强制燃烧( 消除炭化室顶部积碳) 会在从装煤孔到上升管之间形成气流,温度非常高的火焰聚集在上升管底座,使得上升管底座表面熔化。因此,该部位需要高耐火度的材料。对于上升管,日本大部分由砖或预制砖组合而成。为了减少劳动负荷,大多使用大尺寸浇注组合砖。为了获得结构均匀的大砖,浇注料要具有高流动性。因此,对于上升管,需要首先研制出高流动、低膨胀浇注料,再制成预制砖。
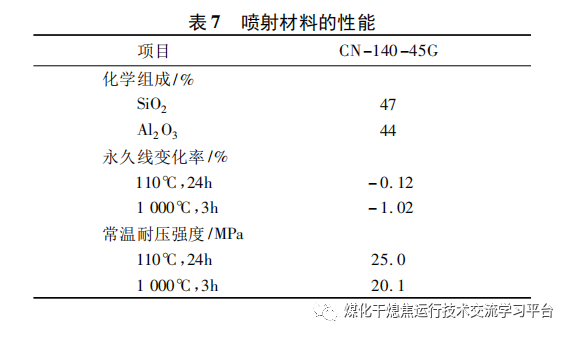
为了阻止炭化室荒煤气从装煤孔座和盖之间的缝隙逸出,盖子周围需要用泥浆密封。要求浆体密封性好,分散简单,黏度小,悬浮液稳定。另外,还应该易分离,当装煤时盖很容易移除。日本某公司开发的装煤孔密封泥浆 S -SEAL -C1,为浓度 50% 的悬浮液,该悬浮液超过 3 天也没有观察到沉淀,成型层快速消失。对于面砖或观察孔砖,需要高强度低膨胀,其中 CST -N48 和 CST -N418 材料适合使用。日本焦炉大多已经运行 40 多年还没有停炉,其中最为关键的因素是修补技术的应用,同时开发出了许多修补用不定形耐火材料( 如喷射料、浇注料)和预制砖等。由于重复性地打开炉门以及出焦产生的热震和机械磨损,炉头部位易发生严重损毁。特别是焦侧,硅砖出现开裂和砖缝损毁,密封性变差,造成硅砖状态恶化或者冒烟。由于喷射修补简单且修补层耐用,有利于炉头的修补。因此,炉头修补需要耐用性好的喷射材料。日本某公司开发出 CN -140 -45G喷射材料,在很宽的温度范围( 200 ~ 800℃ ) 内粘结性好,具体性能列于表 7[4]。
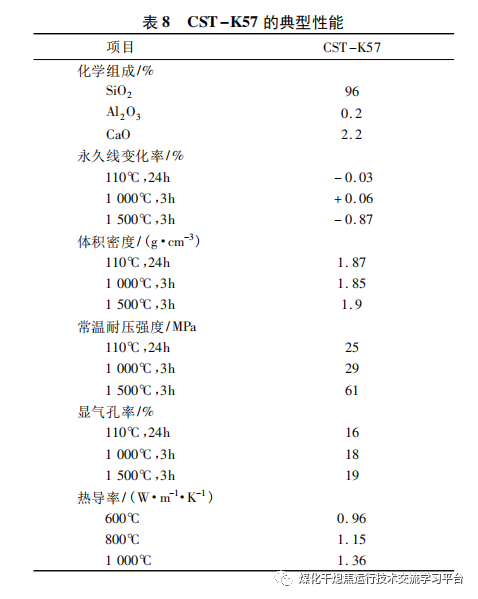
砖硅砖在焦炉和热风炉的使用已经几十年了。由于焦炉炉墙需要各种复杂形状的砖,为了精确砌砖,需要熟练的技术工人。为了应对钢厂熟练技术工人不断减少的困境,日本大量使用不定形耐火材料。然而,对于硅质耐火材料,砌砖仍是主要的施工方法,为此,日本某公司开发出硅质浇注料 CST -K57,并用其 制 备 炭 化 室 或 燃 烧 室 修 补 用 预 制 大 砖。CST -K57 浇注料的理化性能列于表 8[4]。CST -K57 热膨胀小[3],抗热震性好,适合热交换修补。而且利用 CST -K57 可以制备出复杂形状的大砖,几何尺寸精度高,没有裂纹。
炭化室焦侧的炉底易出现由于出焦引起的热震和机械磨损。该区域的表面过于粗糙导致推焦负荷增大( 炭化室状态变差) 。为了修补损毁,日本某公司开发出两种修补材料———SCOAT -A29 和 SCOAT-A34。SCOAT - A29 为水混合型,具有高耐磨性。将 5kg 该产品装入塑料袋,加入 1L 水,用手摇动,人工混合成泥浆,然后将装泥浆的塑料袋扔到损毁区域。由于其高粘结强度和耐磨性,使用 1 年后,还有修补层。SCOAT -A34 为干散料,很容易弄平,其在较低温度就能熔化,从而获得高黏性。
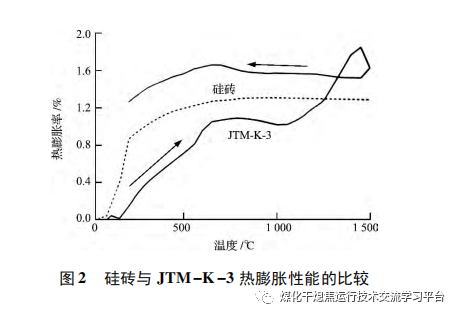
炭化室荒煤气可通过砖中的裂纹和砖缝逸出,污染大气环境。为此,日本某公司开发出泥浆喷射材料 JTM -K -3,由硅质粉体和结合剂构成。将 JTM- K -3 材料喷射到炭化室炉墙高温硅砖的表面,形成厚厚的 JTM -K -3 沉积层,其在高温时快速膨胀,热膨胀性能与硅砖一致,见图 2[4]。
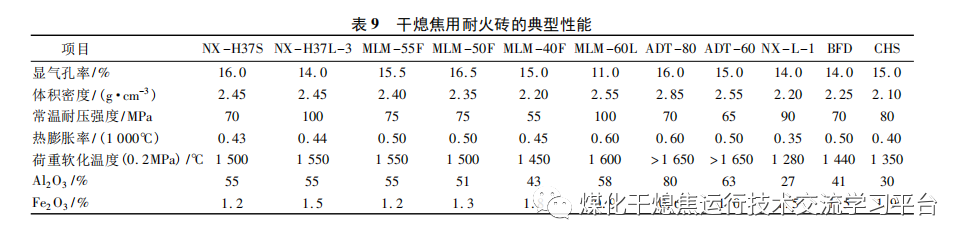
1973 年俄罗斯( 苏联) 型的干熄焦系统( CDQ)引入日本。目前日本所有的焦炉一般都配备有干熄焦( CDQ) 设备,是使用惰性气体循环来回收热焦炭显热的设施,回收了热焦炭显热的循环气体通过余热锅炉产生高温高压( 或中温中压) 蒸汽。红焦大约 1 000℃装进干熄炉,利用循环的 200℃ 惰性气体冷却,冷却的焦从炉底出去,循环的惰性气体( 通过热交换达到 800 ~ 1 000℃ ) 通过除尘器后送到锅炉。循环惰性气体的余热被收集,产生锅炉高压蒸汽( 大约 500℃ ) 。CDQ 的主要部件为干熄炉、除尘器以及锅炉。大部分干熄炉和除尘器使用烧成砖,因为 CDQ 系统用耐火材料一般用作结构体,所以要求耐磨和抗热震,一般采用铝硅质材料。尽管部分需要修补,但是日本 CDQ 设施仍连续运行了 30 多年。日本某公司开发的 CDQ 用耐火材料的主要性能列于表 9[6]。干熄炉装料口由于装焦时温度变化大造成热震,耐火材料热膨胀产生隆起并发生开裂,因此易于损毁。要求干熄炉装料口耐火砖具有好的热机械性和体积稳定性,其中 MLM -50F 满足这些要求。ADT -80由于具有优异的抗热震性,可以用于装入段( 温度变化最大的部位) 。干熄炉预存室砖的损毁因素是变形、磨损以及冷却期间产生的收缩开裂,ADT -60具有良好的抗蠕变、耐剥落以及耐磨性,是最合适的材料,也可使用 MLM -50F。干熄炉牛腿是 CDQ 设备服务条件最苛刻的部位,因此经常修补,该部位第1 次修补一般在运行 4 ~ 8 年后。牛腿可选择 MLM-55F 材料( 一般标准) 、NH -H37S( 抗热震改进型)以及 NH -H37L -3( 低气孔率高强型) 。干熄炉的冷却室受到冷却气体产生的热震以及焦炭磨损的影响,此部位最佳材料是 NX -L -1,该材料气孔率低,强度高,耐磨性好,热膨胀小,因而抗热震性好。除尘器的损毁因素是高速热气体包括焦粉的磨损,且气流偏转会加快磨损。结构的稳定性对除尘器拱顶来说是很重要的,MLM -50F 和 MLM -40F 具有很好的高温体积稳定性,适合该部位使用。硬质黏土材料,如 BFD 和 CHS,可用在侧墙和地面,这些部位使用条件没有除尘器拱顶苛刻。MLM -60L 和 CHS 强度高,耐磨性好,可用于格式排灰阀和挡墙。
本文介绍了日本焦炉的发展现状,日本焦炉大多建于上世纪六七十年代,由于先进的诊断技术和修补技术,焦炉的使用寿命已超过 40 年。同时介绍了焦炉用耐火材料性能和干熄焦用耐火材料性能。希望对国内的耐火材料生产提供借鉴。
[1] Seiji Hosohara. Damage of Coke Oven Refractories[J]. ShinagawaTechnical Report,2016,59: 20 -29.[2] Shigeki Uchida,Katsushige Ikegami. Features of Silica Bricks Usedin the Coke Oven Wall for 44 years[J]. Shinagawa Technical Report,2016,59: 39 -49.[3] Masakazu Iida,Koichiro Mori,Shigeo Tangiguchi. Silica Bricks forCoke Ovens[J]. Shinagawa Technical Report,2016,59: 31 -38.[4] Natsumi Higashikawa,Shigefumi Nishida,Masakazu Iida. Wide Variety in Monolithic Refractories and Precast Block for Coke Oven[J]. Shinagawa Technical Report,2016,59: 59 -70.[5] Masakazu Iida,Hidekuni Nishiguchi,Koichiro Mori et al. Application of Glaze Coated Burnt Block CST - A53—Facilitation of CokeDoor Maintenance[J]. Shinagawa Technical Report,2016,59:71 -77.[6] Koichiro Mori,Hirohumi Masui. Brick Damage and Suitable Material in Coke Dry Quenching System( CDQ) [J]. Shinagawa TechnicalReport,2016,59: 78 -100.





